
等离子粉末自动堆焊设备在阀门密封面堆焊中应用工艺介绍
发布时间:2020-09-21 17:37:02 次数:1
等离子粉末自动堆焊设备在阀门密封面堆焊中应用工艺介绍
一.等离子粉末堆焊工艺综述
等离子粉末堆焊是一种先进的堆焊工艺,它是采用氩气等离子电弧作热源,采用粉末状合金作填充料的自动堆焊方法。相比于传统的电焊、氩弧焊等堆焊方式,等离子粉末堆焊存在着堆焊成型好、熔深可控、结合度高、致密度好、易于实现自动化等特点,因而也是众多阀门企业在追求更高堆焊技术时首选的工艺。
1.等离子粉末堆焊设备工作流程
(1)电弧产生
设备内部有两种电弧发生装置,分别供给非转移弧和转移弧。两个电源的负极并联在一起 ,通过电缆接至堆焊枪的钨电极(负极)。非转移弧电源正极通过电缆接堆焊枪喷嘴,转移弧电源正极通过电缆接工件。冷却水通过水冷电缆引至焊枪,冷却喷嘴和电极。氩气通过电磁气阀和浮子流量计进入堆焊枪。电源接通后,借助高频火花引燃非转移弧。再借助非转移弧弧焰在钨电极和工件之间造成的导电通道,引燃转移弧。转移弧引燃后,可保留或切断非转移弧。其主要利用转移弧在工件表面产生熔池。
(2)焊粉输出
合金粉末由送粉器按需要量连续供给,借助送粉气流(一般是氩气)送入焊枪,并吹入电弧中。合金粉末在弧柱中被预先加热,呈熔化或半熔化状态,喷射到工件熔池里,在熔池里充分熔化,并排出气体和浮出熔渣。
(3)参数调节
通过调节转移弧和非转移弧电流,送粉量和其他工艺规范参数,来控制熔化合金粉末和传递给工件的热量。随着焊枪和工件的相对移动,合金熔池逐渐凝固,在工件上获得所需要的合金熔覆层。
2.等离子粉末堆焊工艺特点
等离子堆焊由于利用等离子弧作热源和采用合金粉末作填充金属,从而与其他表面堆焊方法相比较,具有许多优点。
(1)熔覆速度快,生产率较高。
(2)熔深可控,稀释率低,最低可以达到5%以内,含铁量低,最低可达到3%。
(3)堆焊面平整光滑,致密度高,可实现0.5-5mm的堆焊面一次完成。
(4)工艺稳定性好,喷焊层质量高,可长时间连续获得稳定的堆焊层,且堆焊面无气孔、沙眼等堆焊质量问题。
(5)合金粉末制备简便,使用材料范围广,可选用钴基、镍基、铁基、铜基等粉末型焊材,且可以根据工况直接配方。
(6)可根据需求配备专机、机器人等,易于实现自动化,减轻劳动强度。
二.自动堆焊设备主要构成
设备主要是由等离子粉末焊机及自动化堆焊工装组成。
1.等离子粉末堆焊机
等离子粉末堆焊机是一种采用等离子弧作为热源,合金粉末做为堆焊熔覆材料的特种焊接设备。焊机主要构成是:焊机主机、冷却水箱、送粉系统、等离子粉末堆焊枪。焊料输出方式为自送料,因此容易实现硬质合金堆焊的自动化。参见图1:
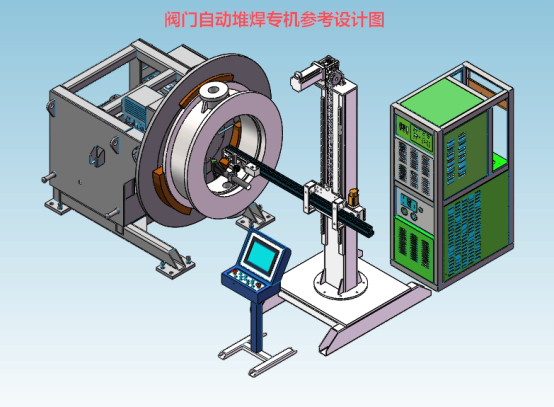
2.自动堆焊专机
针对阀门密封面堆焊,国内厂家已经开发出了多种专用型堆焊专机,适用于偏心蝶阀、闸阀、球阀、截止阀、调节阀等各种通用型阀门领域。专机总体采用变位机加十字操作机(可选配机械手)方式,配合步进电机(可选配伺服电机)、直线滑轨、摆动器、弧压跟踪装置(选配)等,行走精准,震动小。专机控制系统使用PLC系统,内置多种堆焊程序,可以针对各种复杂产品实现编程解决,比普通的数控系统操作更容易上手。另外,也可以根据客户需求添加CNC控制系统。旋转机构采用精密回转支撑机构驱动,承重大、旋转精度高,并采用伺服电机控制,旋转角度精准。参见图2:
三.不同类型阀门的等离子粉末堆焊工艺介绍
1.高压高温阀门
高压高温阀门一般用于用于核电、火电、石油化工、工业冶金等特种领域,工况比较严苛,要求阀门密封面必须承受公称压力PN10~PN760MPa,介质温度-29℃~620℃的工况考验。阀体一般有碳钢、不锈钢、铬钼钢等,密封方式均为金属密封,常见是在密封面上堆焊钴基合金材料。钴基合金材料的特性是拥有很好的红硬性,在高温状态下可以依然能保持良好的耐磨和耐腐蚀性能。
(1)焊材选择
常用的钴基合金焊材牌号为Shield1F、Shield6F、Shield12F等。其化学成分及相关性能指标参见表1:
(2)工艺控制
①焊层质量
不允许存在裂纹、气孔、疏松、夹渣、未熔合等缺陷,焊层平整度和厚度均符合精加工要求。
②堆焊流程
堆焊前要求对工件进行处理,不得有裂纹、气孔、缩孔、疏松等缺陷,也不得有油污、飞边、锈迹及其他杂物。然后预热,预热温度根据基体材料而定。但普遍情况下,焊前预热温度不低于300℃,时间不少于2h。所使用的焊材做烘干处理,即在150~250℃下,烘干时间不少于0.5h。
在基材是Cr-Mo型合金钢或者马氏体不锈钢且直径大于150mm时,需用奥氏体不锈钢做堆焊过渡层。过渡层厚度机加工后不应小于2mm。堆焊过程中焊件层间温度不得低于预热温度下限,必要时层间需再次加热。
堆焊后必须对工件进行保温处理,即将工件装入加热炉中,在不低于450℃的条件保温至少2h,然后炉内缓冷,也可以使用保温沙或者保温棉保温缓冷。
2.中压阀门
中压阀门用于石油、化工、制药等领域,密封面要求可承受公称压力PN2.5~6.4MPa。阀体材料一般为铸铁或者碳钢。密封方式少部分为软密封,大部分为金属密封。金属密封的通常做法是在密封面上堆焊半铁素体高铬钢。
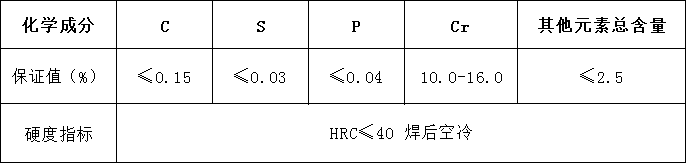
(1)焊材选择
通常选用507Mo,即1Cr13半铁素体高铬钢,堆焊层具有空淬特性,堆焊金属具有较高的中温硬度,良好的热稳定性。其化学成分及相关性能指标参见表2:
(2)工艺控制
①焊层质量
不允许存在裂纹、气孔、疏松、夹渣、未熔合等缺陷,焊层平整度和厚度均符合精加工要求。
②堆焊流程
堆焊前要求对工件进行处理,不得有裂纹、气孔、缩孔、疏松等缺陷,也不得有油污、飞边、锈迹及其他杂物。焊材需做烘干处理,即在150~250℃下,烘干时间不少于0.5h。工件焊前无需预热,堆焊过程中控制好稀释率,不可熔深过大。焊后无需做热处理,直接空冷即可。
3.低压阀门
低压阀门一般为民用工业阀门,密封方式上,软密封较多,也有部分为金属密封。金属密封常见于水利阀门、船用阀门。阀体通常是灰口铁或者球墨铸铁,金属密封的方法是在密封面上堆焊铜合金材料。
(1)焊材选择
通常选用紫铜、锡锌铜、锡青铜、铝青铜等,堆焊层有良好的润滑性,耐磨程度较好。基于材料价格及材料特性,易于使用焊条或焊丝堆焊方式,而粉末堆焊方式尚不具备优势。
(2)工艺控制
①焊层质量
不允许存在裂纹、气孔、疏松、夹渣、未熔合等缺陷,焊层平整度和厚度均符合精加工要求。
②堆焊流程
堆焊前要求对工件进行处理,不得有裂纹、气孔、缩孔、疏松等缺陷,也不得有油污、飞边、锈迹及其他杂物。焊材需做烘干处理,即在150~250℃下,烘干时间不少于0.5h。工件焊前无需预热,堆焊过程中控制好稀释率,不可熔深过大。焊后无需做热处理,直接空冷即可。
四.堆焊后的加工处理
工件堆焊后,需要通过机床对堆焊面进行机加工,保留均等有效的合金层并使合金层光洁度高,达到镜面效果。加工方式常见为磨和车,其中硬度达到HRC50以上需用磨床加工,HRC50以下可以用车床加工。
工件加工后,需对合金层进行着色探伤处理,如果有焊接缺陷,则需进行补焊。工件补焊时,尤其是硬质合金补焊,需要将缺陷位置深挖开槽,尤其是微裂纹补焊,更需要用角磨机清除裂纹周围合金层,深度要超过裂纹根部。然后将工件预热,再进行补焊。补焊完成后,再对工件进行二次加工。
同一位置焊接缺陷补焊不得多于两次。
五.等离子粉末自动堆焊的效果
使用等离子粉末自动堆焊设备堆焊后的阀门密封面,堆焊层平整度高,加工量小,表面成型美观,合金分布均匀,硬度点分布均匀。参见图3:


推荐新闻








