




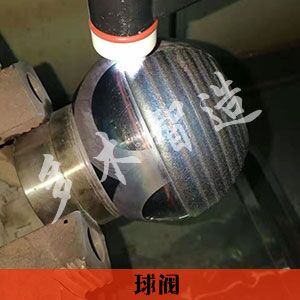
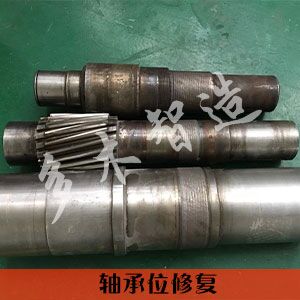
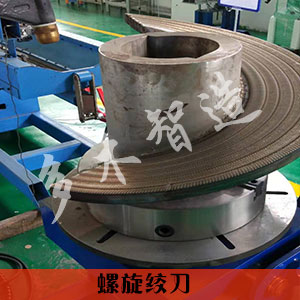
热销产品


















新闻资讯
推荐新闻
为各行业提供落地解决方案
机械液压行业

军工航天行业

矿山水泥行业

农耕机械行业

石油水利行业

冶金铸造行业

走进多木
上海多木实业有限公司是一家集生产、研发、销售为一体的高新技术企业。自成立以来,公司在焊接电源的开发上形成了自身独特的优势,先后开发出等离子粉末堆焊系列、精密等离子焊系列、-TIG高熔深焊系列、激光熔覆系列等性能优异的焊接与表面强化设备上海多木实业有限公司。公司产品基于数字技术开发,实现了集可编程控制、远程通信控制、焊接数据存储、多功能焊接模式于一体,可以与自动化系统无缝对接,极大地提高了产品质量和生产效率,满足自动化工业生产需求。目前,公司产品已经深入到航天军工、核电、石油化工、煤炭矿山、冶金锻造、农业、水利电力等诸多领域。保持核心竞争力,打造高科技高质量产品是公司的一贯宗旨。为此多年来,公司在生产研发上不断投入,先后建立起独立自主的电源开发研究所、焊接实验室、自动化设计室,并在斩波技术、移相技术、逆变技术、激光熔覆工艺控制等方面不断深入研究,积累了丰富的经验。公司坚定保持在焊接电源小电流、微电流控制上的精确与稳定的优势,有能力根据市场需求不断地推出性能稳定的产品,获得市场认可。比如公司开发的等离子粉末堆焊机已经被广泛应用于核电部件生产上,也是核安全局组织民用核安全设备焊工焊接操作工考试中,等离子堆焊项目的指定设备。同时,公司也具备依据客户需求,非标定制产品的能力,比如我司电源开发研究所为国家863项目研发的地磁探测发射源已经被广泛地应用于我国的海洋探测、石油探测等领域。时至此,公司已经成为行业中的梦之团队,业绩斐然。先后与中核集团、宝钢集团、神华集团、鞍钢集团、中科院上海物理研究所、中船重工711研究所、郑州机械研究所、上海阀门厂有限公司、上海一核阀门股份有限公司、江苏神通阀门股份有限公司等数百家企业和科研机构达成供货合作,同时也与上海交通大学、中山大学、厦门大学、北京装甲兵工程学院、吉林大学、江苏大学、上海大学、华东理工大学、兰州理工大学等数十家高等院校达成产学研合作协议。未来,公司将会秉承ldquo科技打造品质,真诚铸就信誉rdquo的理念,不断创新,脚踏实地做产品,为中国制造打造更加精良的焊接利器。补充资料:主营业务:等离子粉末堆焊机、激光熔覆机、截齿自动激光熔覆机、大功率高速激光熔覆机、中部槽熔覆机、阀门/闸板专用激光熔覆系统、液压杆修复喷焊机、截齿堆焊机、煤矿机械耐磨修复焊机、绿色再制造等离子熔覆机等。适用机械金属涂层处理、表面修复强化:中部槽、液压杆、液压缸、截齿、刀齿、牙掌钻头、塑料模具、玻璃模具、泵叶轮、螺旋绞刀、船舶易损部位、轴承、轴套、阀座、螺杆、农耕刀具、阀门、阀门密封面、顶头、导卫板、司太立合金堆焊、平面、轴类、杆类、内孔等等。焊接适用工件(可实现单面焊双面成型无需开坡口):压力容器、高压管道、紫铜、镀锌板、不锈钢板、铜钛锆镍等稀有金属板。2017年成为中国设备管理协会石油技术装备中心会员单位ldquo十年磨一剑、静水潜流rdquo助力等离子智能装备行业进步!ldquo深耕、铸魂rdquo用原创科技,助力中国制造业腾飞!合作高校一览:西安交通大学、西安工业大学、西安科工研究院、陕西理工大学、哈尔滨工业大学(威海校区)、江苏科技大学、兰州理工大学、兰州交通大学、上海交通大学、华东理工大学、上海工程技术大学、南昌大学、东华理工大学、清华大学洛阳装备研究院、中科院上海物理研究所、中科院沈阳金属研究所激光所、中科院沈阳金属研究所腐蚀所、中科院自动化研究所、中山大学材料学院、厦门大学、上海大学、燕山大学、东北大学、沈阳大学、沈阳化工大学、天津大学、中国矿业大学、鞍山科技大学、华中农业大学理工学院、中国人民解放军工程兵学院、西安第二炮兵工程学院、湖南中南大学材料学院、辽宁石油学院、湖北汽车工业学院、吉林四平师范学院、温州职业技术学院、中国计量学院、河南郑州工业大学、徐州工程学院、安徽机电职业学院、北京第二职业技术学院、河北保定农业大学、黑龙江农垦大学、江西九江学院、北京装甲兵工程学院、中船重工711研究所、南京科技职业学院等。上海多木实业有限公司企业文化:公司口号:专业多木诚信服务。企业宗旨:深耕铸魂,用原创科技,助力智造业腾飞。员工精神:团结奉献,忠诚进取。经营理念:诚信服务,科技创新。执行理念:不找不行的理由,只找能行的方法。用人理念:能者上,庸者下,闲者弃。服务理念:只有不完美的产品,没有挑剔的客户。发展历程:2009年9月量产DML-V02A微束等离子焊机。2010年2月量产DYH-200A等离子焊接机;8月量产DML-V02、DML-V02D等离子堆焊机。2012年1月量产压铸型等离子堆焊枪。2013年1月量产DML-V03D等离子堆焊机。2014年4月量产W-1000高熔深焊机。2018年正式推出手持式光纤激光熔覆机,切入激光表面强化领域。2019年研发机器人自动激光熔覆设备、截齿专用激光熔覆设备,实现自动化熔覆量产。2020年推出三维数控、内孔专用激光熔覆设备,完善激光熔覆全系列产品布局。上海多木实业有限公司组织结构:

服务过的优秀客户
发表您的留言:
友情链接:

关注公众号

扫一扫,加好友
“十年磨一剑、静水潜流“ 引领等离子智能装备行业进步!“深耕、铸魂”用原创科技,助力中国制造业腾飞!
分享至:
友情链接:
Copyright
©
2020 上海多木实业有限公司 「生产厂」专注等离子堆焊机与焊接 销售喷焊与激光熔覆设备 高端等离子电源
备案号:
沪ICP备11050171号 沪公网安备31011402004631号 谷歌地图 百度地图