

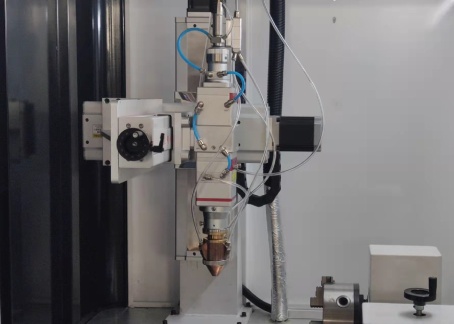
截齿自动激光熔覆设备
型号:DMJC-JG
用途:
如今我国煤矿采煤和掘进的机械化越来越普及,由于开采煤层厚度变高,歼石层硬度加大,采煤机与掘进机的截割功率也不断加大,随之配套的矿用截齿消耗量也随之提高,费用也升高不少。
如今我国煤矿采煤和掘进的机械化越来越普及,由于开采煤层厚度变高,歼石层硬度加大,采煤机与掘进机的截割功率也不断加大,随之配套的矿用截齿消耗量也随之提高,费用也升高不少。
立即询问
返回列表
产品详情
如今我国煤矿采煤和掘进的机械化越来越普及,由于开采煤层厚度变高,歼石层硬度加大,采煤机与掘进机的截割功率也不断加大,随之配套的矿用截齿消耗量也随之提高,费用也升高不少。以兖矿集团某综采二队的调查数据分析,某采煤机在顶板及底板有夹肝的情况下,每年因更换截齿的费用约为10万元。从采煤机与掘进机的修复过程中发现,截齿的损坏原因主要有:截齿磨损、刀头脱落、刀头碎裂等,同时截齿座如果组焊不准确,在截割时,煤和肝石的位置和形状是错综复杂的,导致截齿座磨损也很严重。
采用激光熔覆技术后,截齿平均显微硬度为HV800,洛氏硬度为HRC65左右。与普通截齿相比,激光熔覆截齿和煤层接触时无火花,耐磨性、抗疲劳强度及抗剪性均有大幅度提高。既减少了截齿更换检修时间、提高生产效率,同时又节约大量的资金,降低了成本,增加了收益。激光熔覆技术作为一门新兴的处理工艺,技术先进,熔覆部件后稳定、可靠、持久,因此,在煤机制造行业中应大力推广和采用激光熔覆技术。
|
|
|
|
|
|



推荐新闻
推荐产品







关注公众号

扫一扫,加好友
“十年磨一剑、静水潜流“ 引领等离子智能装备行业进步!“深耕、铸魂”用原创科技,助力中国制造业腾飞!
分享至:
友情链接:
Copyright
©
2020 上海多木实业有限公司 「生产厂」专注等离子堆焊机与焊接 销售喷焊与激光熔覆设备 高端等离子电源
备案号:
沪ICP备11050171号 沪公网安备31011402004631号 谷歌地图 百度地图