螺旋推进器叶片耐磨层堆焊设备如何选?
2022-11-05
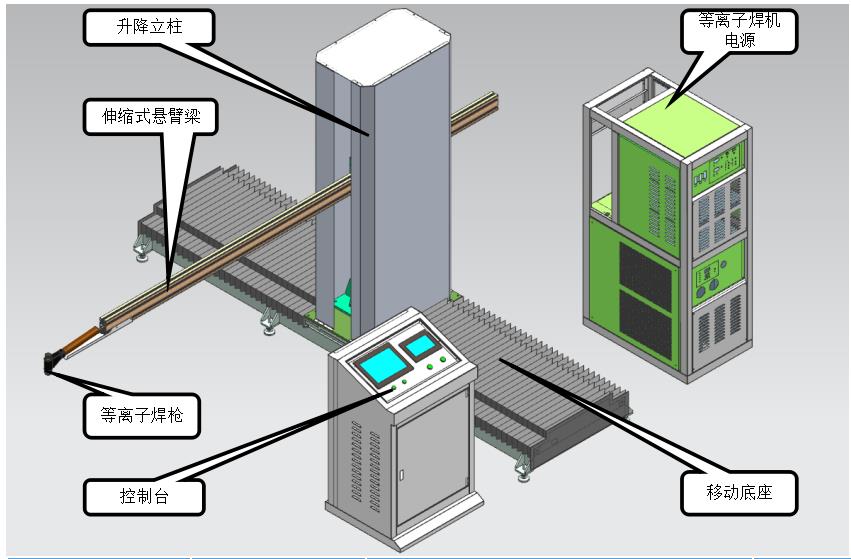
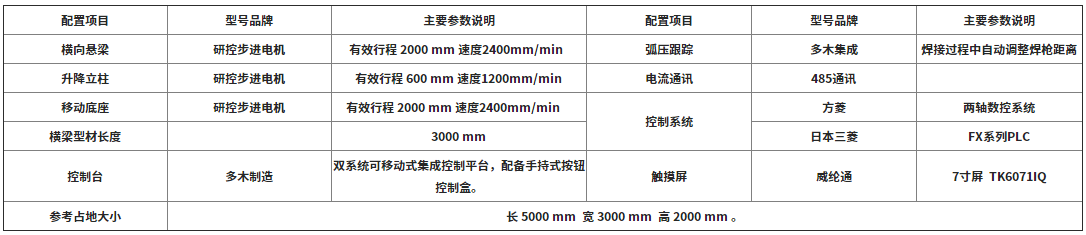
螺旋推进器堆焊应用背景-行业难题螺旋推进器广泛应用在多种行业中,例如砖厂砖机铰刀、固液分离离心机的内部螺旋送料器、挤出机的推进螺杆等等。在工件表面受摩擦部位堆焊一层具有特殊性能的台金,其目的是提高表面的抗擦伤、抗腐蚀、抗冲蚀及抗高温等综合性能,不但降低了成本,而且提高了工件的使用寿命。螺旋推进器工作状态模拟-磨损分析螺旋工作模拟动图磨损原因分析:螺旋推进器通常在酸碱性生产环境中工作,表面接触物料硬质和粘稠类的都有,长期送料过程中,表面会被摩擦和腐蚀,酸碱性的条件也会产生电化学腐蚀等等。螺旋推进器易损解决方案-再制造方法螺旋推进器表面一般采用堆焊方法制造。用于堆焊的材料按合金类型分为4大类,即钴基合金、镍基合金、铁基合金和铜基合金。这些合金材料被制成电焊条、焊丝(含药芯焊丝)、焊剂(含过渡合金型焊剂)和合金粉末等,采用手工电弧焊、氧乙炔焰焊、钨极氩弧焊、埋弧自动焊和等离子弧焊等方法堆焊,这里我们主要介绍等离子堆焊熔覆工艺。等离子堆焊优点等离子堆焊由于利用等离子弧作热源和采用合金粉末作填充金属,从而与其他表面堆焊方法相比较,具有许多优点。(1)熔覆速度快,生产率较高。(2)熔深可控,稀释率低。(3)堆焊面平整光滑,致密度高,可实现0.5-5mm的堆焊面一次完成。(4)工艺稳定性好,喷焊层质量高,可长时间连续获得稳定的堆焊层,且堆焊面无气孔、沙眼等堆焊质量问题。(5)合金粉末制备简便,使用材料范围广,可选用钴基、镍基、铁基、铜基等粉末型焊材,且可以根据工况直接配方。(6)可根据需求配备专机、机器人等,易于实现自动化,减轻劳动强度。螺旋强化等离子堆焊机-多木产品螺旋砖机等离子堆焊系统这款螺旋砖机等离子堆焊机是专门为砖厂砖机铰刀设计的,变位机加十字架外加摆动器,可以实现平面堆焊和螺旋的堆焊,是性价比比较高的一款设备。目前,在砖机维修的行业,在华北地区、西部地区的客户很喜欢这套设,性价比也高。螺杆等离子堆焊机塑料螺杆是橡塑机械生产中常用的易损件,这套设备广泛的应用在螺杆维修与表面涂层强化上,同时也可以维修轴类工件。在螺杆维修上,舟山以及广东等地对于这款设备的需求量很大,同时我们也有着忠实的客户群体。卧式立式堆焊机在固液分离行业中,离心机的特殊工作环境以及内部螺旋的特殊结构,通常会采用两套堆焊设备来维修和强化。目前相关行业中,客户非常认同这套卧式和立式的堆焊方案。等离子堆焊螺旋-应用案例砖机铰刀砖机叶片造纸机械螺旋离心机螺旋叶片塑料机械螺杆压榨机械挤出螺旋推进器螺旋机械转子螺旋螺旋件堆焊视频QUETIO堆焊材料选择误区01误区1:堆焊材料的硬度高其耐磨损性能就好。实验表明,材料的耐磨损性能是由其金属材料的组织结构所决定的。有些以奥氏体为基体加少量硬质相结构的金属材料其硬度并不很高,但其耐磨损性能很好。易损件表面具有一定的高硬度是为避免被介质中硬杂物垫伤和划伤。综合考虑,硬度值HRC35~45为宜。02误区2:堆焊材料材料的价格高其性能就好。材料的价格是其本身的商品特性,而材料的使用性能是其物理特性,两者没有必然联系。钴基合金中金属钴来源于进口,价格较高,因而钴基合金材料价格就高。钴基合金的特点是高温耐磨性能好,而用在常温、中温工况,则价格/性能比较高。在堆焊材料选用时应选择价格/性能比较低的材料。03误区3:堆焊材料在某一强腐蚀性介质中耐蚀性良好,就一定适应其他腐蚀性介质。金属材料的耐腐蚀性有其复杂的机理,一种材料在某一强腐蚀介质中耐蚀性能良好,而条件稍有变化,如温度或介质浓度等改变,则耐蚀性能即改变。对另一种腐蚀性介质,其耐蚀性能变化更大。金属材料的耐腐蚀性只能通过实验得知,借鉴有关资料必须了解其相关条件,切不可盲目借鉴。关注我获取更多焊接与熔覆情报