

DML-V03CD等离子电源具有高速脉冲离子焊、连续离子焊,是等离子粉末堆焊机设备主要能源设备,多用于矿山中部槽中底板,石化阀门阀缸、液压杆柱塞、辊面、杆类、内孔外圆表面涂层强化处理,延长工件使用寿命、增强硬度、耐磨、耐腐蚀高温、冲击等性能。
上海多木实业有限公司专业生产的等离子电源是等离子粉末堆焊机的主要能源设备,多用于矿山中部槽中底板,石化阀门阀缸、液压杆柱塞、辊面、杆类、内孔外圆表面涂层强化处理,延长工件使用寿命、增强硬度、耐磨、耐腐蚀高温、冲击等性能。
等离子堆焊机电源特点
1)一体化设计,焊机电源、送粉系统集成一体。
2)送粉系统联动,工作方便控制灵活(可设置提前或滞后送、停粉)。
3)DML-03等离子焊接机采用数字逆变技术,输出电流稳定,3-500A连续准可调。
4)电源采用STM32芯片作为控制核心,焊接全过程采用波形控制,焊接过程稳定,电源动态品质优异。
5)可以实现与PLC,机械手联动控制。
6)采用硬开关技术,功率管采用最新碳化硅mosfet,导通电阻小,电源高效节能、功率因数高。
7)电流控制准,维弧电流可在3-50A任意调节。
8)送粉功能准到2g,控制精度高,适用于高精度焊接。
9)控制面板界面清晰,操作简便、直观。
10)焊接数据经验值存储功能,可存储99组数据,存储调用方便灵活,降低对焊接技术工人的要求。
11)高速脉冲焊功能,比传统焊接热量小,精度高,表面成型更好。
等离子焊的特点:
1) 电弧能量高,穿透力强。
2) 弧柱细长,薄的工件无需开坡口,缩短准备的时间。
3) 速度快,是普通氩焊的3-6倍。
4) 弧柱刚性大,采用小孔效应,即可实现单面焊双面成型。
5) 弧柱具有良好的可控性和调节性。
6) 卓越的重复生产性,电极缩在喷嘴内,不易污染和烧损,寿命长。
7) 焊缝缺陷少,可焊材料多,焊接质量高。
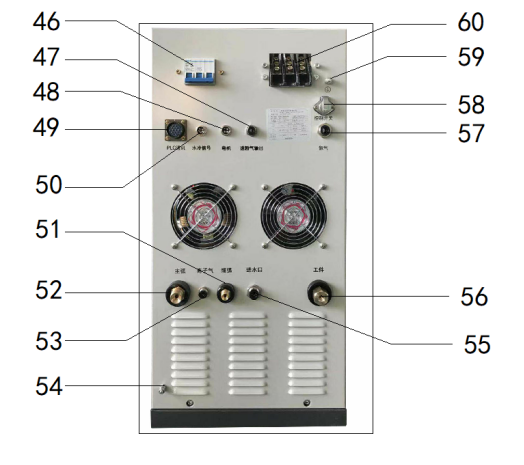
DML-V03CD等离子电源焊机参数
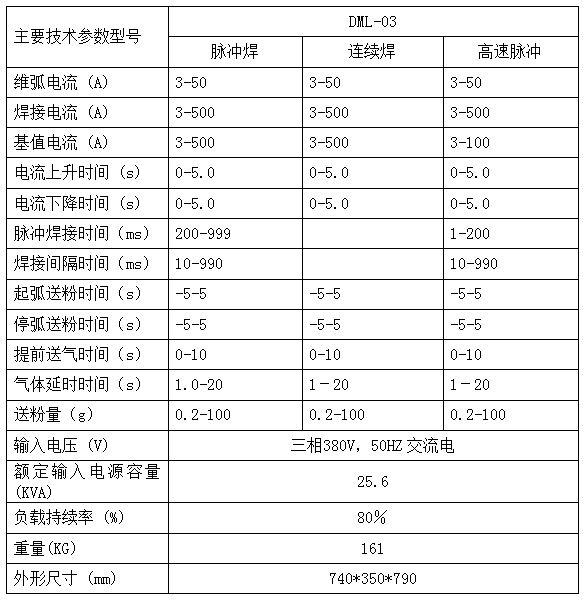
DML-V03CD各部分名称及功能
1、焊机主控面板 2、送粉气流量计 3、离子气流量计
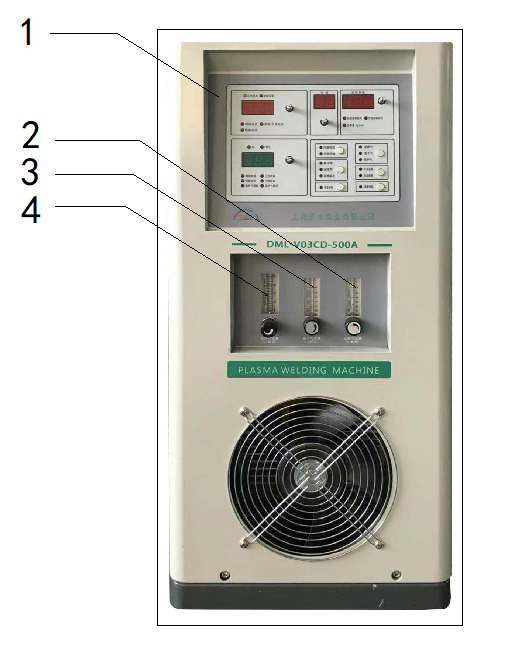
4、保护气流量计 5、基值/引弧电流指示6、焊接电流指示灯
7、维弧电流指示灯8、时间单位指示灯(毫秒) 9、时间单位指示灯(秒)
10、时间显示数码表 11、焊接时间指示灯12、间隔时间指示灯
13、保护气提前时间指示灯14、保护气延时时间指示灯15、电流下降时间指示灯
16、电流上升时间指示灯17、时间调节旋钮18、脉冲焊模式指示灯
19、连续焊模式指示灯20、高速脉冲焊模式指示灯21、维弧工作状态指示灯
22、维弧启动按键 23、焊接模式切换按键 24、送粉工作状态指示灯
25、送粉启动按键 26、自动送粉指示灯 27、送粉模式切换按键
28、手动送粉指示灯 29、保护气检测指示灯 30、检气切换按键
31、离子气检测指示灯32、送粉气检测指示灯 33、控制模式切换按键
34、外部控制指示灯 35、内部控制指示灯 36、停弧送粉延时指示灯
37、粉量/延时时间调节旋钮 38、粉量/延时时间显示 39、起弧送粉延时指示灯
40、送粉量指示灯 41、存储显示 42、存储调用旋钮
43、电流调节旋钮 44、故障报警指示灯 45、主弧工作状态指示灯
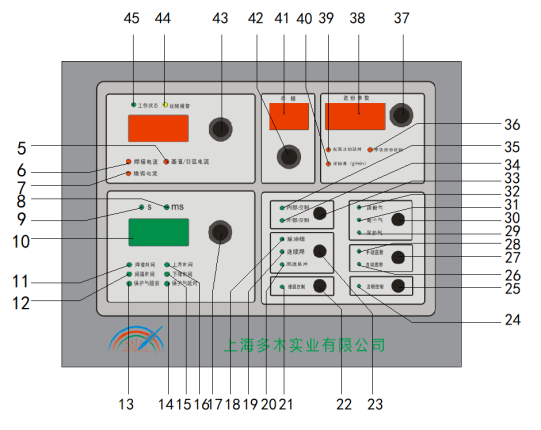
46、空气开关 47、送粉气输出接口48、送粉电机接口
49、PLC通讯信号接口 50、水冷信号接口 51、维弧接线柱
52、主弧接线柱 53、离子气输出接口54、接地螺栓
55、进水口 56、工件接线柱 57、进气口
58、控制开关 59、接地螺栓 60、电源输入接线柱

多木等离子电源集合了多功能一体,针对各个行业等离子堆焊、焊接、补焊、修补、强化、修复、阀门等离子喷焊、中部槽熔覆等都能够胜任,配备了自动化工能够很好的配合工业化、高速率的生产需求的企业。
推荐新闻







