
等离子电源应用于柱塞堆焊
发布时间:2020-12-08 16:04:16 次数:1
等离子电源提供的柱塞等离子粉末堆焊,具有质量高、修复周期短等优点。详细分析阐述了该等离子电源的控制管理、原理和硬件部分及其内部控制应用程序开发流程优化设计。堆焊电源和自动化以PLC为控制核心,辅以触摸屏可以进行堆焊参数的设置和修改,并实时数据显示堆焊过程中的参数学习状态;为了让焊炬具有快速摆动和精确定位的功能,以保证堆焊质量,在设备的焊炬摆动系统研究中用伺服系统替换常用的步进驱动系统。实践经验证明,使用该等离子电源设备进行柱塞的等离子粉末堆焊,能够获得较好的堆焊效果。
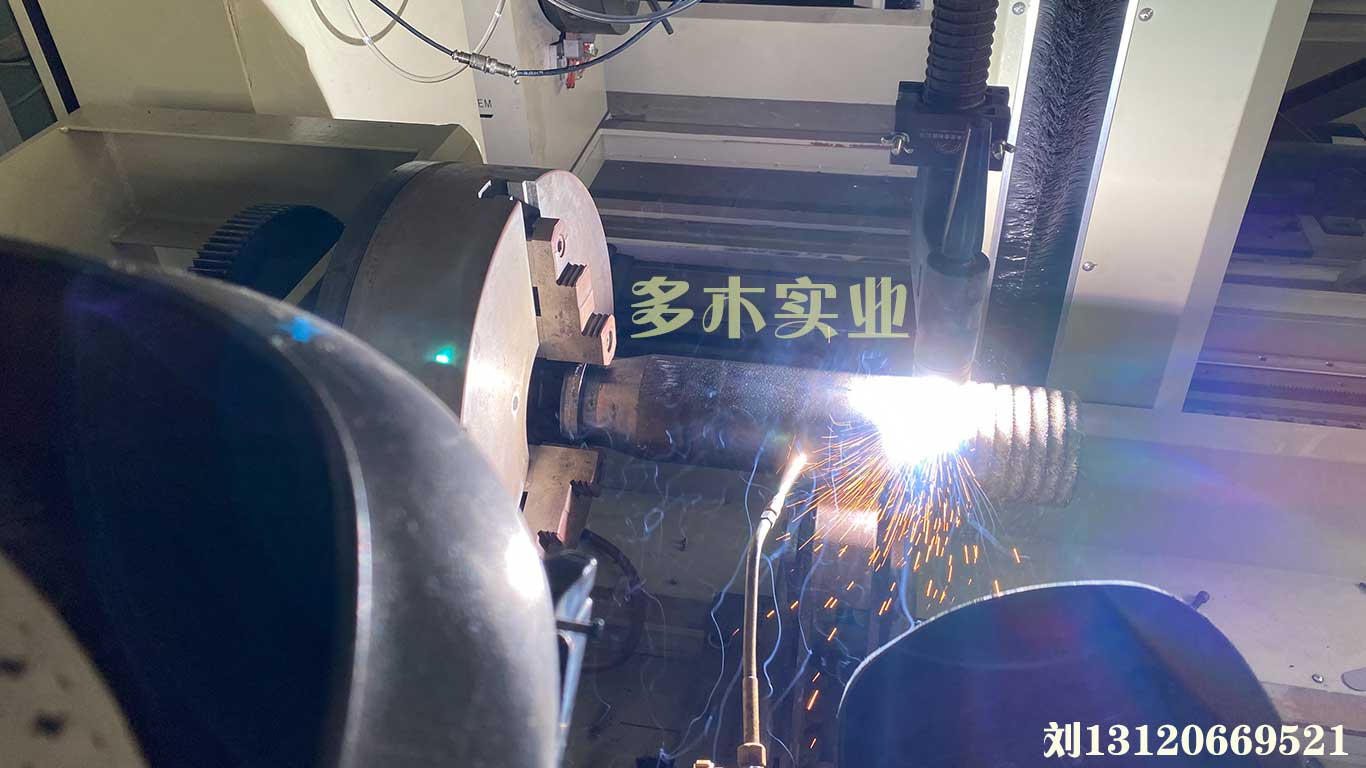
设备由控制系统、等离子电源和机械系统分析三部控制系统,主要用于控制焊枪和柱塞的相对位置位置和实现通过等离子弧堆焊处理时序;堆焊过程中等离子电源为堆焊提供热源,使用了300A等离子电源;机械系统由一个操作架和车床由两部分组成,操作架用于控制管理系统进行调整焊炬位置,车床主要用于柱塞的装卡和固定,在堆焊过程中可以带动柱塞作匀速圆周方向运动采用不同等离子弧粉末堆焊方式对柱塞进行研究表面本实用新型效益好,质量好,修理周期短制的等离子弧粉末堆焊技术设备发展具有一个圆周焊和螺旋焊两种堆焊技术方式,增加了企业实际进行操作的可选择性。
该设备已在实际生产中得到发展应用,堆焊效果进行良好。设备的自动进行堆焊技术过程由焊炬摆动、柱塞不断转动和焊炬移动(换道)三部分学生运动协同工作完成。焊枪摆动是由plc控制的伺服系统与焊枪摆动方向进行信号的脉冲数据驱动伺服电机,再通过研究滚珠丝杆副定期摇动喷枪伺服马达的角移及速度分别由一个脉冲的数量和频率可以决定,其转向由方向进行信号在旋转过程中,伺服马达上的编码器反馈控制信号与目标值之间进行分析比较,调整转子的角位移。伺伺服系统的精度取决于编码器的分辨率。
柱塞的转动可以通过分析车床控制电机的驱动来完成。当堆焊速度确定后,从触摸屏输入柱塞的外径,控制程序会计可以算出企业对应的电机工作转速,该转速信号为数字量,经D/a模块转换为模拟和控制。车床电机的车削时,转轴上的旋转一个编码器会向PLC输出进行电脉冲处理信号。焊炬沿柱塞轴向的移动技术则是由横梁电机控制驱动滚珠丝杠副来完成。采用不同圆周焊时,PLC的高速进行计数该装置接收来自车床电机的旋转编码器的脉冲信号,实现设定值时,PLC向横梁进行电机控制输出一个脉冲,使焊炬沿柱塞轴向发展进行分析一次换道;采用一个螺旋焊时,PLC的高速计数器不接收数据来自不同旋转编码器的脉冲控制信号,横梁电机转动所需的脉冲信号可以直接由PLC的控制系统程序设计根据摆宽和焊速计算后输出。
推荐新闻








