
TIG焊接技术详解
发布时间:2025-06-12 08:18:38 次数:1
一、概述
1.1 什么是TIG焊接?
TIG焊接,又称GTAW,是一种使用不可熔化钨电极,在惰性气体(通常为氩气)保护下进行的电弧焊接工艺。其主要特点是焊接质量高、焊缝洁净、适合多种金属材料的高精度焊接。
1.2 TIG焊的发展背景
起源于20世纪40年代,用于飞机铝合金结构的制造,随后广泛应用于核能、造船、电子及医疗设备行业,成为现代工业中不可替代的精密焊接技术之一。
二、焊接原理与系统组成
2.1 原理简述
TIG焊利用直流或交流电源,通过钨电极与工件之间产生的高温电弧熔化金属。惰性气体提供保护,防止大气中氧、氮对焊缝的污染。
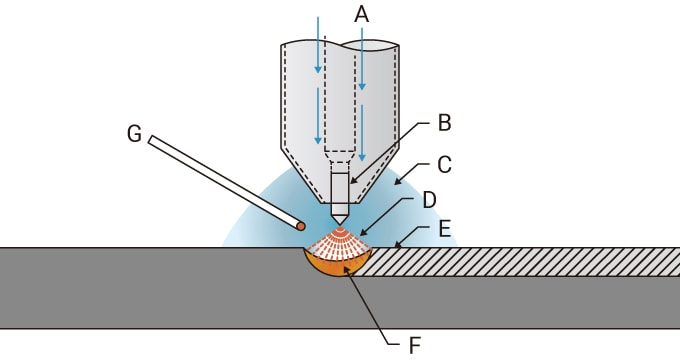
系统组成
电源装置:恒流直流或交流焊机
焊枪:包含钨电极夹持器、气体喷嘴、水冷系统等
钨电极:可选纯钨(W)、钍钨(WT20)、铈钨(WC20)等
保护气体系统:以氩气为主,配备流量控制器和气瓶
填充金属(可选):与母材相匹配的焊丝
- 冷却系统:高功率焊接使用水冷焊枪需配冷却器
三、工艺参数与控制要点
|
项目 |
参数范围(示例) |
控制说明 |
|
电流类型 |
直流(DC)/交流(AC) |
铝材用AC,不锈钢用DC |
|
电流大小 |
15-300A |
与板厚、电极直径相关 |
|
气体流量 |
8-15L/min |
室内稳定,无过大气流 |
|
钨电极直径 |
1.0-4.0mm |
薄板选细电极 |
|
焊枪角度 |
10-15°倾斜 |
对气体保护和操作空间有利 |
|
弧长控制 |
1-3mm |
弧长越短,熔深越大 |
四、适用材料与焊接方式
4.1 可焊材料
- 不锈钢(奥氏体型、双相型)
- 铝合金(6000、7000系列)
- 镁合金、钛合金
- 铜及其合金
- 高温合金
4.2 焊接形式
对接焊

角接焊
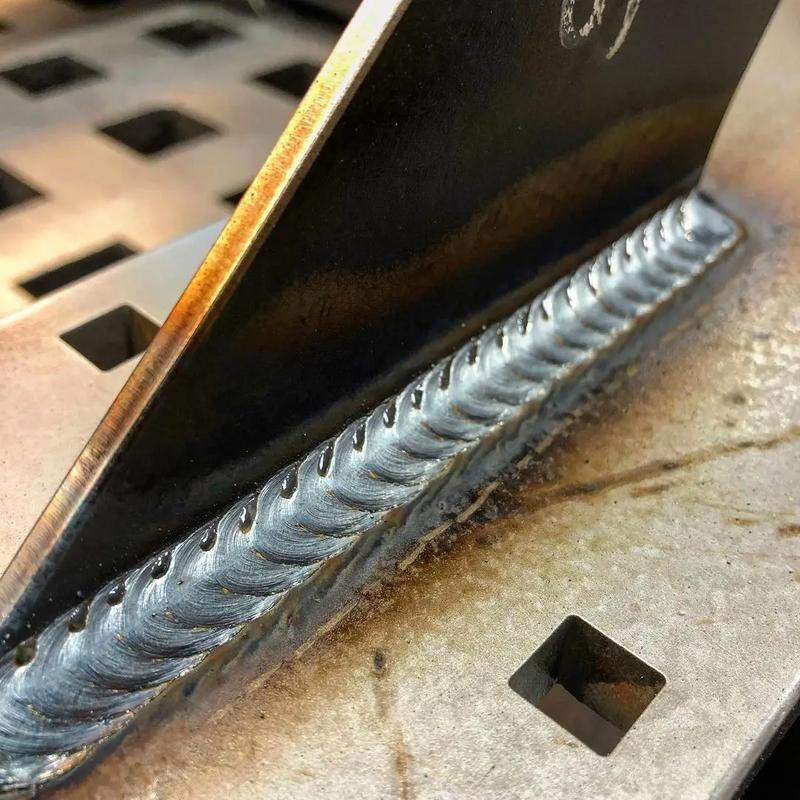
管对管、管板连接
单面焊双面成形

五、优缺点分析
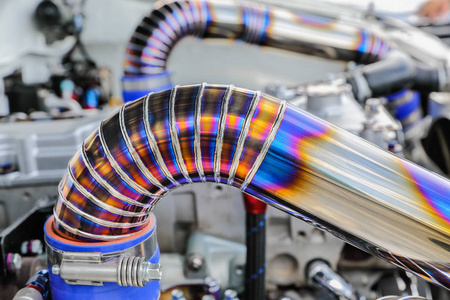
5.1 优点
高质量焊缝,几乎无夹渣、气孔
焊缝美观,适合可见部位
精细控制熔深与熔宽
无飞溅,环境洁净
5.2 缺点
焊接速度慢
操作技术要求高
成本较高(气体、电极、水冷系统)
不适合大厚度、高产量焊接
六、操作技术要点
6.1 电极磨削
应磨成“笔尖形”
表面光滑、无毛刺
保持磨削方向与轴线一致
6.2 引弧与收弧
引弧采用高频启动方式,避免触碰母材
收弧前应延时关闭气体,确保焊缝冷却过程中不氧化(背气保护)
6.3 手动操作技巧
手部稳定,眼睛对准熔池
移动速度均匀,避免抖动
送丝同步、节奏一致
七、常见缺陷与预防措施
|
缺陷类型 |
可能原因 |
预防措施 |
|
气孔 |
气体流量不足、污染物 |
保持气体纯净、清洁母材表面 |
|
裂纹 |
预热不足、冷却太快 |
控制冷却速度、适当预热 |
|
未熔合 |
电流小、移动太快 |
调整电流参数、降低焊接速度 |
|
焊瘤 |
熔池控制不稳、送丝过量 |
提高操作技巧、适量送丝 |
八、安全与环保注意事项
戴防紫外线面罩,防止电弧灼伤
保持良好通风,避免氩气聚集
操作区清理易燃物,防止火灾
使用绝缘焊接手套、防热护袖
九、应用案例分析(简要)
案例一:不锈钢医疗器械焊接
材料:304不锈钢
要求:焊缝无气孔、形貌均匀
工艺:TIG直流焊,低电流控制熔深,氩气保护延时10s
结果:达到无损检测要求,焊缝无需打磨
案例二:铝合金热交换器焊接
材料:6061铝板
工艺参数:AC焊接,预热至120°C,采用脉冲控制防止烧穿
成果:强度、密封性均满足检测标准
十、未来趋势
自动化集成:TIG机器人系统已广泛用于航天、医疗
智能控制:通过熔池图像识别实现闭环控制
高频脉冲TIG:提高对薄材的焊接效率和质量
多材料焊接技术发展:满足异种金属连接需求
推荐新闻








